Scope of Work
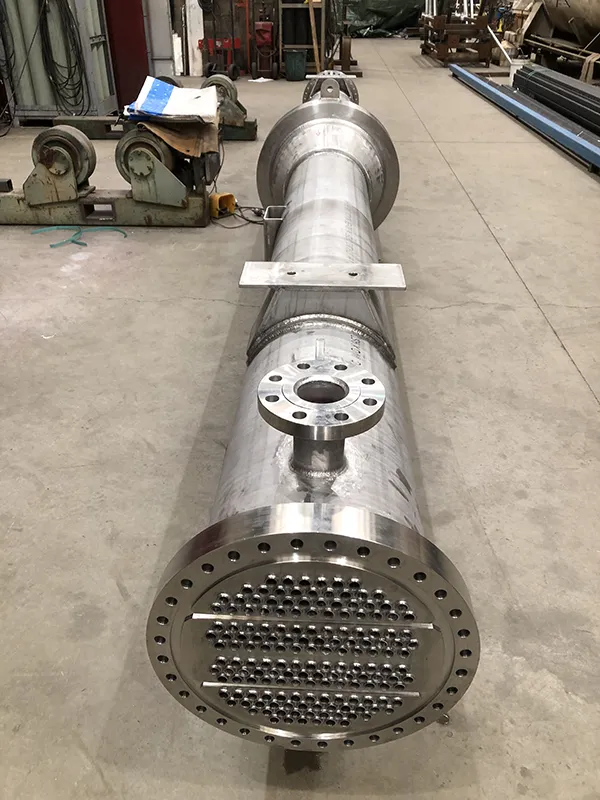
This project involved the procurement of materials, manufacture, NDT and pressure testing of one BFM Shell and Tube Heat Exchanger. The unit was 400mm diameter x 7m long and weighed 3 tonnes. The material of construction was 316L stainless steel. There was a total of 160 ¾” diameter stainless steel tubes welded and expanded into double-grooved tube sheet holes.
Project Resourcing
The project team included:
- Project Management
- Quality Management
- Project Supervision
- Boilermaking and Coded Welding Personnel
- Machining, NDT, hydrotesting and Long-Term Storage Specialist sub-contracts.
Fabrication
Fabrication of the Heat Exchanger was carried out in accordance with AS1210 and TEMA. Welding was in accordance with AS3992 and ASME IX. All tube to tube sheet welding was carried out by the manual TIG process. An expansion joint located mid-way along the shell and sealed with gland packing, allowed for movement during operation at temperatures which could reach >200C.
The Heat Exchanger was completed without accident or incident to the required technical and quality standards, on time and on budget. Once completed the unit was wrapped in dual-layer UV resistant LDPE shrink-wrap for long term storage on site until required.
Project Achievements
- Zero recordable incidents or accidents throughout the duration of the project.
- Extensive interaction with our client to ensure timely resolution of numerous technical issues.
- 100% pass rate on all manual tube to tube sheet welds.
- Successful hydrotest of the shell side with bespoke expansion joint.
Key Activities
The success of the project was dependant on the successful execution of the following activities:
- Material procurement.
- Coded Tungsten Inert Gas (TIG) manual welding to AS3992/ASME IX of tubes.
- Light mechanical expansion of tubes into double-grooved tube sheet holes.
- Successful NDT (100% PT and visual inspection).
- Coordination of multiple subcontractors including machining, NDT, hydrotesting and long-term storage specialist sub-contractors.
- 100% material and weld traceability.
- Production of Manufacturer’s Data Report (MDR) containing quality control documents, welding information, material and consumable certificates, as-built drawings and technical queries.